Key Definitions
1. Continuous Improvement Blitz � A focused and intense approach toward process improvement.
2. Kanban Board � A workflow visualization tool that allow users to optimize their workflow.
3. Blitz � Lightning fast.
In this article, we will look at a more challenging concept of lean management which if applied, can transform an organization from a demand push production model to demand pull production; where the organization is only manufacturing products at the rate consumers are demanding them. These practices are:
1. Leveling production
2. Producing to Takt Time
3. Supermarkets and production signaling
4. Controlling the pacemaker process
5. Future-state value streams mapping
Characteristics of Production
It is important to note that there are a few intrinsic characteristics of production that can make implementation of pull-based manufacturing system very challenging or even impossible. Some of the most common include:
-
Transportation of final product may only happen in batches, due to the distance from the factory to the warehouse.
-
Some goods require a long period to mature and thus disrupt the continuous flow of product.
-
Some products are only produced a few times per month, meaning that raw material is only supplied a few times per month.
Therefore, the techniques we will look at in this article might not apply equally in all business operations. Please note, even if your organization might not benefit from a particular lean technique or tool, hypothesizing and investigating how to apply it can lead to more opportunities for improving effectiveness and efficiency of operation.
Leveling Production Volume and Mix
Customary, most organizations schedule the future of their products and avoid changeover, but this can lead to flexibility issues when trying to respond to changing clients demand. This leads to waste of time and value due to the need for a more finished-product inventory. There are two methods of overcoming scheduling issue:
-
Leveling the production volume
-
Leveling the production mix
Leveling the Production Volume
This technique seeks to smooth or eliminate effects of variations in consumer orders or demand. For instance, assume that a customer orders between 2,350 and 2,650 units of products per week instead of a constant 2,500 units per week. On a quick look, it might make more sense to manufacture the amount demanded, but in reality, the variation in the weekly demand leads to waste. I.e., extra demand is manufactured during the weeks of high demand, but the machine is not fully utilized during the weeks of low demand (this is a waste).
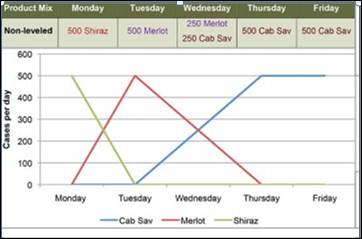
Figure 1: Non-leveled production
The best method is to manufacture volumes consistent with the average demand of the client. In this situation, the average is 2,500 units per week. An extra 150 units are needed for the weeks of high demand. Carrying raw material or inventory is a waste, but carrying a finished product allows for continuous production, decrease costs, avoids process inventories and simplifies the operation.
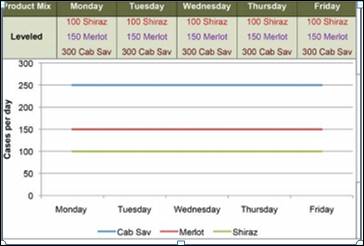
Figure 2: Leveled production
Product volume leveling generates certainty around the units or volume needed and lowers the risk of overloading or peaking certain staff or processes. Leveling the product mix is efficient only when the duration of changeover is reduced. In general, the aim of leveled production mix is to create a flexible and dynamic operation.
Load-leveling Box
Organizations that have adopted changes in their production or manufacturing processes to level their production volume and mix use a load-leveling box. This box has production signal card slots for each product (row) and each time interval (columns). Production signal cards are put into the load-leveling box according to the processing capacity and customer demands. Due to its design, the box is very useful in leveling production loads. It also offers clear signs to show the kind of product to be manufactured, the quantity to be manufactured, and the time it will take to produce that unit or volume of product.
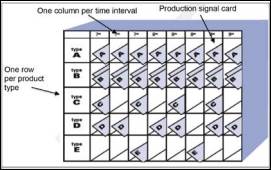
Figure 3: Load-leveling box
Producing to Takt Time
Takt Time is a metric that shows how often an organization should manufacture one unit of product to meet consumer needs. Producing to Takt Time is defined as working toward matching the rate of work or task to the average rate of consumer demand through improving efficiency of the production process. Organizations can begin to shift production flow from batch-and-push (high inventory) system to just-in-time (demand-based) production where they are only producing products at the rate at which the consumers demand them.
Matching the cycle time or rate of processes in product production with the rate of demand might be impossible, especially if the product need time to mature and there is an agreement-based relationship with suppliers which means that raw material is always in supply even when production isn't taking place or there is no demand.
On the contrary, producing to Takt Time is more realistic in some stages of productions such as packaging and branding. In this situation, managers need to ensure that the rate of every process is less than Takt time, or they will not meet client's demands without delays or the need of overtime. They can ensure this through plotting a simple graph to contrast and compare Cycle Times or rate to Takt Time as shown below:
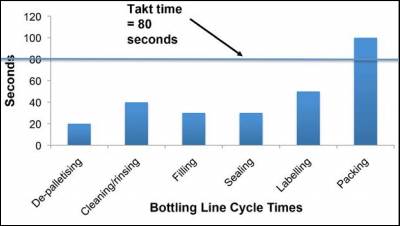
Figure 4: Production Cycle Time vs. Takt Time
Supermarkets and Production Signaling
The aim of using a demand-pull system is to boost production control by providing accurate production guidelines or instruction to up-stream processes based on actual market demand, as opposed to predicting the consumer demand and producing to meet it (leads to build up of inventory).
Managers can implement pull-demand systems in their operations via the use of �supermarket-based' pull systems, which incorporate two elements:
� Supermarket � in lean management, a supermarket is a location where inventory are stored to supply downstream processes.
� Withdrawal or production signal cards (Kanban) � signaling devices that give instructions and authorization for the withdrawal or production of inventory from the supermarket.
Supermarket-based pull systems work in two main loops:
� Loop 1: Customer process � this process involves going to the supermarket and withdrawing what is required for production based on the client demand. This is done through the use of withdrawal signal card which give information or instructions on what product and how it will be withdrawn from the supermarket, where the product will be taken and who will withdraw it.
� Loop 2: Production signal card � after withdrawal is done, a production signal card is sent or dispatched to the supply process with instructions on what should be replenished in the supermarket and by when.
Through these two loops, supermarket withdrawal dictates what the upstream process manufacture, when as well as in which quality. Most manufacturing organization implement supermarket-based system between
-
Filtering and packaging processes and/or
-
Packaging and shipping processes.
Supermarkets should be situated near the supply chain to aid the process of production and keep up with the visual indication of needs and customer demand.
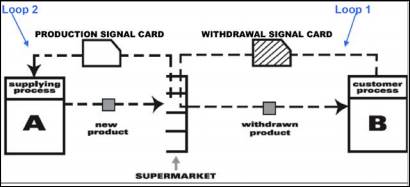
Figure 5: Supermarket-based Pull System
Controlling the Pacemaker Process
When supermarket-based pull system is used, only one process in the "Value Adding" stream is used to receive customer orders or production schedules � the process nearest to the end of the value adding stream. This process is normally called the "pacemaker" process since it determines production rate for processes upstream.
Choosing and controlling this process helps to lower complexity related to communications between clients and goods production and the pull-based production flow.
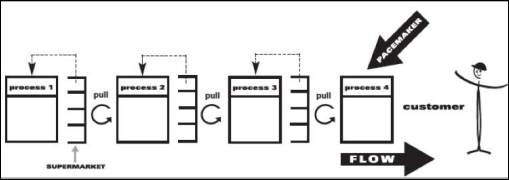
Figure 6: Pacemaker Process
Future-state Value Stream Mapping
Now, we will look at a Future-State Value Stream Map (FVSM), which once developed, offers visual representation of what production will look like in the near future (after lean production practices and techniques have been implemented). FVSM represents a perfect situation of production flow, originating from techniques that have eradicated waste, enhanced efficiency and changed the production model from push to pull model such that the organization gets as close as it can to producing goods just as buyer order them.
To create an effective FVSM, an organization needs to address the following:
� Is the takt time based on the available production time of the downstream processes that are nearest to the buyer?
� Does the organization generate finished products supermarket from which the buyer pulls, or does it need to ship the product?
� Can the organization integrate any constant flow processing?
� Where does the organization utilize the supermarket-based pull system to control its upstream production processes?
� What process will the organization choose as the pacemaker practice to plan production?
� How will the organization level the production volume and mix at the pacemaker process?
� What process enhancement will be needed to ensure the value stream flows as expected?
The FVSM should include the results of different Lean Production practices and techniques such as:
� Adoption of load-leveling.
� Adoption of supermarket-based pull system.
� Implementation of fast changeover enhancements.
� Streamlining of production timetable information transmitted to the pacemaker process.
� Adoption of TPM practices to boosts uptime.
� Adoption of 5S in production to enhance workplace productivity and eradicate the necessity for an operator at every stage of production.
Implementing production-leveling and supermarket-based pull systems give greater predictability of supply and demand. This enables the firm to gradually decrease the number of days of inventory.
Continuous Improvement (Kaizen)
Continuous improvement, also called Kaizen, is a constant way of enhancing practices and processes over time throughout the called, and especially making gradual use of lean production tools and techniques so that enhancements are made permanent to the organization. Therefore, Kaizen is important to different lean production techniques and tools as an overlapping set and concept of guidelines for organizations to implement in order to reap the maximum benefit of lean.
Continuous Improvement Steps
At the base of the Kaizen process is the technique that most small enhancements processes increase the total efficiency of the organization. Continuous improvement process has three main steps, which are affected by two main barriers when implementing them: time required to review the process and time required to execute the changes. The steps are:
1. Process examination
2. Improvement opportunities identification
3. Changes implementation
How often have you heard a person say, "There is a better process of doing something" This person is right � there is always a better process of doing things, and therefore, employees need to feel capable and empowered to identify the problem and execute the alternative process.
In addition to these steps, there are six types of mind-sets that are required to realize Kaizen:
1. Small change � Continuous improvement originates from different small changes as opposed to one big change. It is the sum of these changes that lead to effective improvement.
2. Spend small � Kaizen is not about purchasing a single piece of capital that will enhance efficiency. In fact, continuous improvement is highly likely to cost nothing or minimal commitment of resources and time.
3. Idea from employees � In any organization, a well-trained labor force is its biggest asset. Employees may have endless ideas about how to improve their processes. These ideas may be more effective than if they were sought from an external manager or consultant. The challenge is to extract these ideas and make sure they are implemented.
4. Use the current skill set - Employees' skills should be utilized. Employees have lives outside the organization and some of these skills can be tapped and applied in the institution.
5. Ownership of work � This is the biggest challenge to continuous improvement. Employees need to feel they own and have responsibility for their job and organization. Some of the best improvements are accomplished when employees take responsibility and ownership of the change.
6. Self-improvement � It is vital to develop a society or culture where workers are often searching for ways to enhance their performance. Tools to aid improve performance can be standard work charts or visual tools so they know what is useful, and how to increase efficiency.
Kaizen Implementation
There are no fast or hard rules for continuous improvement. In fact, continuous improvement is both a mindset change and a formal process. However, there are a few techniques that managers may need to consider when implementing continuous improvement practices into their operations. One of the main techniques that help to kick start improvement is a Continuous Improvement Blitz. It involves the following steps: Training, Examining, Analyzing, Executing, and Reviewing and celebrating the change.
This process can be scheduled over a few days or weeks for just a few hours per day. It would be more advantageous if this was repeated after a few weeks until the system become familiar.
Training
The first step of Kaizen is to train the employees. It is important to give a general overview of both the lean tools and management available for change. This is also the time to nurture the culture of empowerment and no blame in the organization. Employees need to feel wanted and empowered to contribute and make decisions in their workplace. It is vital that the top level managers also attend the training sessions. All employees in a firm need to be part of the continuous enhancement process and this requires to be set at the highest level of management � therefore, training is the ideal opportunity. Training should often cover elements of TPM, standard work, quick changeover, production leveling, visual management, and 5s production.
Examining
Initially, examination of workplaces should be conducted by operators. This offers a sense of ownership required for Kaizen. In the next blitzes, this can be done in small groups to maximize the observation and information gained from the review step. Pictures of the current state can aid through offering information, and be training exercise for "before" and "subsequent" case studies.
Analyzing
Look for efficiencies and analyze the process using lean management and tools. The step may include techniques such as 5S, visual management implementation, reducing movement, reconfiguring workflows, and implementation. It is vital that this is presented to the group. This will allow brainstorming and generate new ideas. The most significant thing during this stage is to encourage employees to participate, not just listening to the noise maker (loudest speaker). These employees will be conducting continuous improvement separately after the blitz.
Executing
The new practice needs to be implemented to make the process implementers agree with the transformation. Process implementers should have taken part in the above process (analyzing) and came up with solutions to their individual workplace as this offers additional commitment and ownership. However, the changes can be executed by anyone � the important thing is to get the task done.
Reviewing and Celebrating
Review stage allows the employees to understand whether the changes are effective or not. This should involve looking at the workplace or processes and inspecting how it's working. The effectiveness of the change is analysed using different tools such as Standardized Work Instruction Sheet.
If the process is effective; it is time to celebrate the gains of the project. The lessons from these processes should be shared by all employees. Photos should be used to present the change to other employees (before and after photos). It is only via celebration that Kaizen will be appreciated and enacted in the organization.
Application in the Organizations
All jobs in the organization can benefit from Kaizen. The aim is to encourage and facilitate this mind-set. There are different ways to begin the process. Get the employees together and ask them to identify what is working in their workplace. Most importantly, ask them what is not working effectively. Their responses will be the primary targets for executing Kaizen blitz projects.